




BESÄUMTECHNIK OPTIMES
hohe Kapazitäten und maximale Wertschöpfung
Die hohe Flexibiltät dieses Systems erstreckt sich von unterschiedlich mechanisierter
Brettmanipulation über verschiedene Messsysteme einschließlich Qualitätsmessung
bis hin zur Auswahl mehrerer flexibler Oberwellenkreissägen für nahezu alle
Anforderungen.
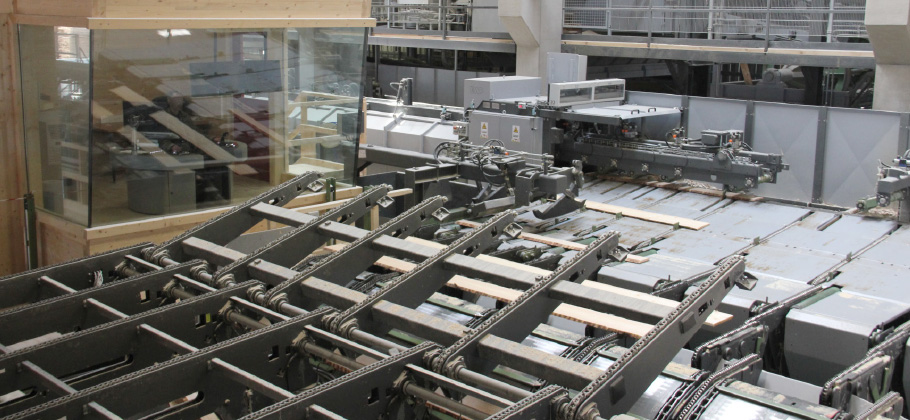
Die Beschickung des Besäumsystems Optimes kann von links, rechts oder auch von
beiden Seiten erfolgen.
Die Messung
Die Präzisionsmessung besteht aus 2 Kameras und 4 Lasereinheiten für eine
optische Messung der Brettober- und Brettunterseite im Längsdurchlauf. Ein
Wenden der Bretter vor dem Einzugstisch ist daher nicht nötig.
Eine Konfiguration mit Qualitätsscanner oder X-Ray-Messung ist nach Kunden-
wunsch möglich.
Die Geometrievermessung des Holzquerschnittes erfolgt mit 800 Messungen pro
Sekunde und einer Breitenauflösung von ± 1 mm. Das Messverfahren ist weit-
gehend unempfindlich gegenüber der Holzfarbe.
Auf Wunsch kann das Messsystem mit zusätzlichen Einheiten und Sensoren für
eine automatische Qualitätserkennung ergänzt werden.
Die Vereinzelung
Die zugeführten Bretter werden mit einem S-förmigen Kettenquerförderer ver-
einzelt. Hydraulisch betätigte Auswerfer werfen bei einer Doppelbelegung der
Mitnehmer das vorlaufende Brett zurück. Ein schneller laufender Querförderer
übernimmt das Brett nach der Vereinzelung und führt es der Beurteilungs- und
Manipulationsstation zu.
Die Beurteilungs- und Manipulationsstation
An dieser Position kann der Bediener Einfluss auf die weitere Bearbeitung eines
Brettes nehmen, mit folgenden Möglichkeiten:
- Eingabe einer Qualitätsinformation
- Entscheidung über eine spezielle Brettausrichtung
- Wenden eines Brettes zur Beurteilung der 2. Seite
- Eingabe einer Kappanweisung
- Betätigung der Ausschussklappe für nicht geeignete Ware
- Entstörung durch Rücktransport in die Vereinzelung
Auch mit Multi-Brettkappung und Mehrfach-Übergabe
Mit einer 0-Säge und angetriebenen Transportrollen kann ein Brett auf Bediener-
kommando automatisch um 0,5 – 1,5 m zurückgekappt werden, um Störungen
durch instabile Schwartenanläufe zu vermeiden. Für besondere Anwendungen ist
es möglich Bretter auf die gewünschte Fertiglänge zu kappen oder für Paletten-
bretter ein Brett in mehrere Teilbretter zu kappen. Diese Teilbretter werden nach
der Kappung gemeinsam quer weitertransportiert und einzeln besäumt.
Die Beschickung und Zentrierung im Einzugstischbereich
Vor dem Einzugstisch erfassen optische Sensoren die Kontur und eine Stärkenmessung
die Dicke des Rohbrettes. Danach werden die Bretter automatisch entsprechend der
Programmvorgabe oder nach Bedienerauswahl mittig, nach idealer Brettachse oder
asymmetrisch nach linker oder rechter Waldkante durch die Zentriereinheiten ausge-
richtet.
Der Längstransport
Vorpositionierte Druckrollen und eine Oberdruckkette nach der Messung ermöglichen
einen exakten Längstransport der Bretter durch die Messung und zu den Sägen. Das
Mess- und Optimierergebnis kann damit direkt und mit höchster Genauigkeit umge-
setzt werden.
Das Optimiersystem
Der PC wertet die Messsignale aus. Dabei werden obere und untere Deckfläche berück-
sichtigt. Für die Wertoptimierung können die Vorgaben durch den Bediener oder die
Arbeitsvorbereitung einfach den aktuellen Fertigungsbedürfnissen angepasst werden.
Die Eingabeparameter zur Besäumoptimierung:
- Vorgabe der Holzart und Holzqualität
- Eingabe der Produktabmessungen mit dem jeweiligen Produktwert
- Eingabe der zulässigen Waldkantenanteile, nach zulässiger Waldkantenbreite und
Länge, getrennt für die linke und rechte Seite, je Produktqualität - Eingabe einer Produktpriorität
- Automatisches Erkennen bereits scharfkantiger Brettware
Die Bedienung
Je nach Anforderung und Kapazität erfolgt die Bedienung der Anlagen, bei einer teil-
automatisierten Anlage an der Maschine oder einer automatisierten Anlage aus einer
Bedienkabine. Ein ergonomisch, komfortable Bedienerstuhl ist integraler Bestandteil
dieser Anlagen.
eWood
Die umfangreiche Optimier- und Anwendungssoftware von EWD. Auf allen
modernen EWD-Anlagen wird die gleiche eWood-Bedienoberfläche angewendet.
Die Schnittstelle Mensch-Maschine baut auf einem intuitiven und durchgängigen
Bedienkonzept auf, das schon nach kurzer Einarbeitungszeit effektives Arbeiten
ermöglicht.
- Modernste Meßtechnik
- Professionelle Optimier- und Anwendungssoftware
Leistungsfähige Anlagensteuerung sind neben einem soliden und ausgereiften
Maschinenbau wesentliche Voraussetzungen für die hohe Effizienz und Ausbeute
in der Sägeindustrie.
- Definition von flexiblen Wartungspläne
- Benutzerverwaltung
- Funktionalitäten
- Benutzerbezogen
- Tages-/Monatserfassung
- Einzelstammprotokoll
- Export / Ausdruck / Email
- Im SQL Datenbank gespeichert
- Grafische Aufbereitung
Erfassbare Daten
- Eingangsvolumen
- Ausgangsvolumen
- Hauptware
- Seitenware
- Stückzahl
- Arbeitszeit
- Pause-/Störzeiten